




Основным новшеством, применяемым в способе сварки с управляемым тепловложением, является управление пространственным положением сварочной дуги за счёт изменения параметров её собственного магнитного поля. Предлагаемый подход основан на том, что изменение положения сварочной дуги в пространстве происходит не под воздействием внешних магнитных полей, а за счёт изменения напряжённости магнитного поля образующегося вокруг сварочной дуги в процессе сварки, и называемого собственным магнитным полем сварочной дуги. Данный эффект основан на том, что при нарушении симметричности собственного магнитного поля сварочной дуги, в нём возникает область в которой плотность линий магнитной индукции увеличивается, и область в которой плотность линий магнитной индукции уменьшается. В результате дуга отклоняется от своей оси в сторону области магнитного поля, в которой плотность линий магнитной индукции уменьшается (рис. 1). В технике данный эффект получил название «магнитное дутьё».
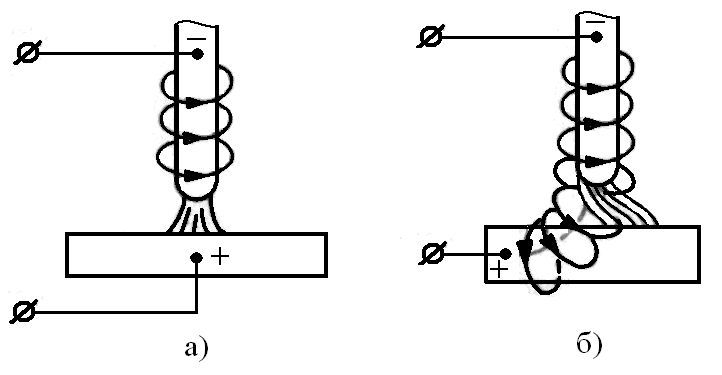
Рисунок 1 – Действие собственного магнитного поля на дугу (Думов С.И. Технология электрической сварки плавлением. Л.: «Машиностроение», Ленинградское отделение, 1987) а – при отсутствии искривления магнитного поля; б – при наличии искривления собственного магнитного поля дуги (т.е. «магнитного дутья»)
Способ дуговой сварки в защитном газе дугой, отклоняемой собственным магнитным полем заключается в том, что перед сваркой один полюс источника питания 1 (рисунок 2) подключают к неплавящемуся электроду 2, а второй к изделию 3, для чего используют токоподвод, который перемещают синхронно с электродом. Контакты 4 и 5 токоподвода располагают на поверхности изделия, со стороны обращённой к сварочной горелке 6. В процессе сварки производят периодическое и многократное изменение места подключения тока к изделию, по заданной программе, с помощью коммутатора 7. Применяют как минимум две точки подключения тока к изделию (в местах расположения контактов 4 и 5 токоподвода). Такая коммутация между отдельными точками подвода тока к изделию позволяет программировано отклонять дугу 8 в противоположную сторону от места подвода тока к изделию, под воздействием собственного магнитного поля, за счёт использования эффекта «магнитного отдувания дуги». При этом имеется возможность независимого изменения расстояния от оси электрода до каждой из точек подвода тока к изделию (h1 и h2).
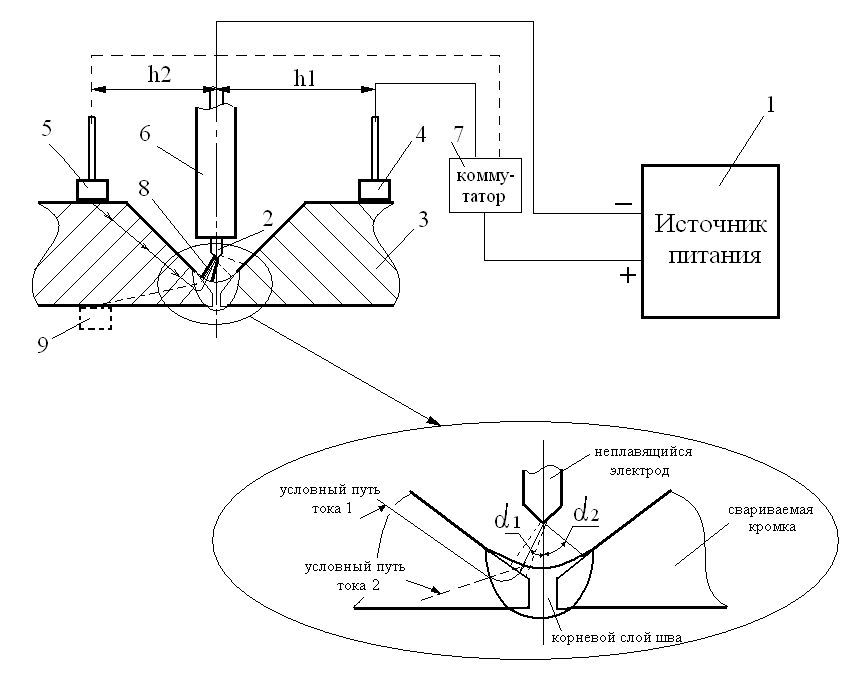
Рисунок 2 - Схема осуществления способа сварки дугой, отклоняемой собственным магнитным полем
Регулируемыми параметрами процесса коммутации являются: последовательность и частота переключений подвода тока между отдельными точками токоподвода, а также длительность подключения тока к каждой точке (скважность). Частоту переключения подвода тока между точками выбирают не более 10 Гц. Параметры коммутации настраивают и регулируют с помощью устройства управления – коммутатора, а энергетические параметры процесса, такие как величина сварочного тока, при протекании тока через каждый канал подвода тока к изделию, величина тока дежурной дуги, напряжение дуги и пр. настраивают и регулируют управляя работой сварочного источника питания.
Сравнивая данную разработку с конкурентными аналогами следует отметить, что методы управления пространственным положением дуги, в основу которых положено воздействие на дугу внешним поперечным магнитным полем, а также механическое перемещение горелки по заданной траектории, могут быть эффективно использованы для наплавки на плоскость, или для сварки соединений без разделки кромок, в то время как эффективность применения этих методов при сварке соединений с разделкой кромок резко уменьшается.
Использование для управления пространственным положением дуги подхода основанного на изменении параметров собственного магнитного поля дуги способствует повышению эффективности управления пространственным положением дуги, и снижает зависимость эффективности управления этим процессом от параметров изделия и условий сварки.
На способ сварки получен патент №2401726 от 21.07.2008 г. "Способ сварки в защитном газе неплавящимся электродом магнитоуправляемой дугой".
Статьи в центральных изданиях по теме данной разработки:
1. Смирнов И.В., Захаренко А.И. Управление тепловложением в свариваемые кромки при дуговой сварке неплавящимся электродом // Сварочное производство. 2009. №12. С. 32-36.
2. Смирнов И.В., Сидоров В.П., Захаренко А.И. Специфические аспекты описания процесса автоматической аргонодуговой сварки дугой, отклоняемой собственным магнитным полем // Сварочное производство. 2010. №1. С. 3-6.
3. Смирнов И.В., Захаренко А.И., Фюссель У. Уменьшение влияния магнитного дутья на пространственное положение дуги при сварке // Известия Самарского научного центра РАН. 2010. Т. 12, №4. С. 257-261.

