| |  |
| | Источник
питания постоянного тока сварочныЙ инверторныЙ серии
СМТ-1 Источник питания является комплектной специализированной установкой промышленного применения предназначенной для автоматической аргонодуговой сварки
неплавящимся электродом в среде защитного газа по технологии сварки с
управляемым тепловложением. При
необходимости источник питания (сварочная установка) может быть использован для ручной аргонодуговой
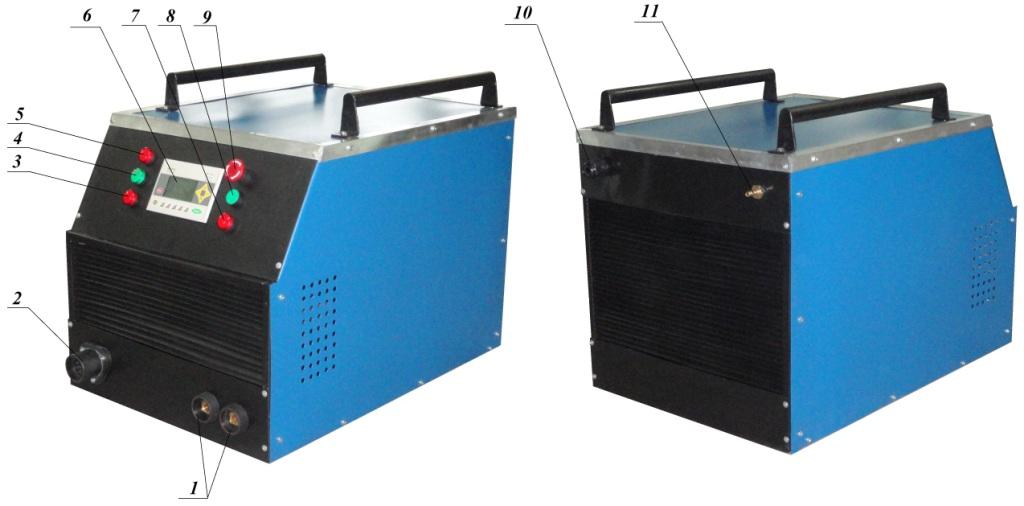
сварки. Внешний вид источника
питания показан на рисунке 1. 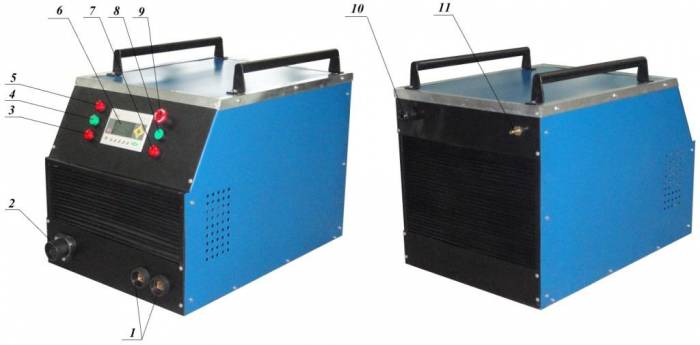
1 – разъёмы подключения
кабелей для подвода тока к изделию (обратных кабелей); 2 – разъём для
подключения сварочной горелки; 3 – индикатор «Ошибка»; 4 – индикатор «Работа
осциллятора»; 5 – индикатор «Питание»; 6 – панель управления; 7 – индикатор
«Сварка»; 8 – кнопка «Пуск»; 9 – кнопка «Стоп»; 10 – изолирующая втулка для
ввода сетевого кабеля; 11 – штуцер для подвода защитного газа
Рисунок 1- Общий вид
источника питания СМТ-1
Технические характеристики источника питания серии СМТ-1
|
№ п/п
|
Наименование параметров
|
Значение параметра
|
|
1.
|
Ток, потребляемый от сети, А, не более
|
32
|
|
2.
|
Коэффициент полезного действия, %, не менее
|
0,9
|
|
3. Параметры в режиме GTAW (TIG). Режим работы одного инвертора
|
|
3.1
|
Номинальный сварочный ток, А
|
300
(±5%, не более)
|
|
3.2
|
Напряжение питающей сети, В
|
380 (+10%; -15%)
|
|
3.3
|
Частота питающей сети, Гц
|
50 (+15; -5)
|
|
3.4
|
Сварочный ток, А:
|
|
|
|
при ПН, 60 %
|
300
|
|
|
при ПН, 100 %, не менее
|
200
|
|
3.5
|
Пределы регулирования сварочного тока, А
|
10-300
(±5%, не более)
|
|
3.6
|
Номинальное рабочее напряжение, В, не более
|
32
|
|
3.7
|
Минимальное рабочее напряжение, В, не более
|
22
|
|
3.8
|
Напряжение холостого хода, В, не более
|
100
|
|
3.9
|
Вид внешней статической характеристики
|
Падающая
|
|
3.10
|
Режимы работы
|
DC+
|
|
4. Параметры в режиме сварки с управляемым
тепловложением. Режим совместной работы двух инверторов
|
|
4.1
|
Номинальный сварочный ток
первого инвертора, А
|
300
(±5%, не более)
|
|
4.2
|
Номинальный сварочный ток второго
инвертора, А
|
300
(±5%, не более)
|
|
4.3
|
Номинальный сварочный ток нахлёста,
А (совместной работы двух инверторов)
|
300
(±5%, не более)
|
|
4.4
|
Напряжение питающей сети, В
|
380 (+10%; -15%)
|
|
4.5
|
Частота питающей сети, Гц
|
50 (+15; -5)
|
|
4.6
|
Сварочный ток (на каждом из инверторов), А:
|
|
|
|
при ПН, 60 %
|
300
|
|
|
при ПН, 100 %, не менее
|
200
|
|
4.7
|
Пределы регулирования сварочного тока на каждом из инверторов (вкл. ток
нахлёста), А
|
10-300
(±5%, не более)
|
|
4.8
|
Номинальное рабочее напряжение, В, не более
|
32
|
|
4.9
|
Минимальное рабочее напряжение, В, не более
|
22
|
|
4.10
|
Напряжение холостого хода, В, не более
|
100
|
|
4.11
|
Вид внешней статической характеристики
|
Падающая
|
|
4.12
|
Режимы работы
|
DC+
|
|
4.13
|
Частота коммутации тока между каналами подвода тока к изделию, Гц
|
0 – 10 | Помимо
основных технических характеристик, указанных выше, источник питания
обеспечивает следующие функции:
- Регулировку
силы тока на каждом из инверторов с шагом 1 А.
- Регулировку
частоты коммутации тока между каналами подвода тока к изделию с шагом 0,1 Гц.
- Настройку
баланса процесса в % от периода коммутации тока между каналами – т.е. настройку
времени протекания тока по каждому каналу токоподвода в пределах от 0 до 100%,
с шагом 1%.
- Настройку
времени нахлёста (т.е. времени одновременной работы обоих инверторов при
переходе с одного канала на другой), в % от периода коммутации тока, в пределах
от 0 – 50%, с шагом 1%.
- Зажигание
дуги от осциллятора.
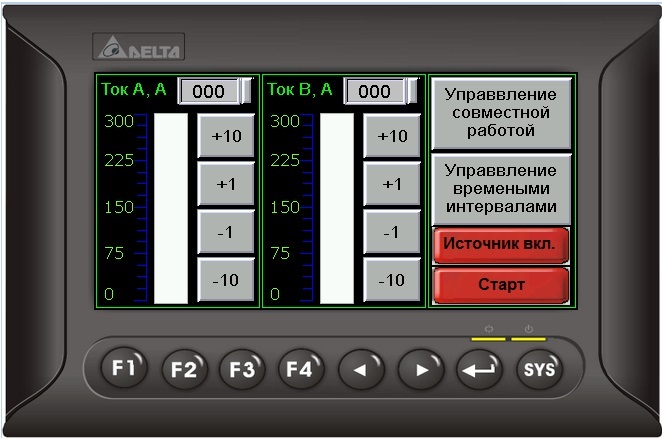
Отличительной особенностью источников питания серии
СМТ, является то, что управление источниками питания данной серии происходит с компьютеризированной панели управления, в качестве которой используется программируемая сенсорная
панель оператора марки DOP-B07S201 (см. рисунок ниже).
Рисунок 2 – Вид главного меню панели управления
Установка имеет полностью компьютеризированное
управление со встроенной в установку операторской панели с сенсорным экраном.
Все настройки режима сварки в панели оператора разделены на несколько отдельных
экранов, что не загромождает управляющий экран, и делает удобным работы по
настройке режимов сварки на установке. Управляющая программа предоставляет оператору возможность
настройки работы источника питания используя пять основных окон настройки (см. рисунок ниже).
Источник питания может выпускаться в двух конструктивных
исполнениях:
- Исполнение 1: С расположением органов управления
непосредственно на корпусе источника питания;
- Исполнение 2: С применением устройства дистанционного
управления параметрами работы источника питания.
| |
 | |  |
|
| Календарь |
| « Апрель 2024 » | | Пн | Вт | Ср | Чт | Пт | Сб | Вс | | 1 | 2 | 3 | 4 | 5 | 6 | 7 | | 8 | 9 | 10 | 11 | 12 | 13 | 14 | | 15 | 16 | 17 | 18 | 19 | 20 | 21 | | 22 | 23 | 24 | 25 | 26 | 27 | 28 | | 29 | 30 |
|
| Статистика |
Онлайн всего: 1 Гостей: 1 Пользователей: 0 |
|