




Коммутатор сварочного тока
двухканальный марки КС-1 (в дальнейшем – «коммутатор») промышленного применения
предназначен для управляемой коммутации сварочного тока между двумя каналами
подвода тока к изделию. Коммутатор предназначен для использования в процессах
сварки как на прямой, так и на обратной полярности, и может быть использован
для автоматической аргонодуговой сварки неплавящимся электродом с управляемым
тепловложением в среде защитного газа, или для автоматической сварки плавящимся
электродом с управляемым тепловложением в среде защитного газа.
Внешний вид коммутатора приведён на рисунке 1.

Таблица 1 - Технические характеристики сварочного
двухканального коммутатора марки КС-1.
|
Параметр |
Значение
параметра |
|
Ток, потребляемый от сети, А, не более |
5 |
|
Напряжение питающей сети, В |
220
/ 380 |
|
Частота питающей сети, Гц |
50
(+15; -5%) |
|
Основные характеристики |
|
|
Номинальный сварочный ток, А |
300
(±5%) |
|
Сварочный ток, А: |
|
|
при ПН, 60 % |
300 |
|
при ПН, 100 %, не менее |
200
|
|
Номинальное рабочее напряжение, В, не
более |
36 |
|
Режимы работы |
|
|
Частота
коммутации тока между каналами подвода тока к изделию*, Гц |
0 – 10 |
|
Сила
сварочного тока при совместной работе двух каналов, А |
300 |
|
Баланс
процесса**, % |
0 – 100 |
|
Время
нахлёста***, % |
0 – 60 |
|
Массо-габаритные показатели |
|
|
Габариты, мм |
410×230×300 |
|
Масса, кг, не более |
10 |
|
Другие характеристики |
|
|
Рабочий диапазон температуры окружающей
среды, °С |
-20... +40 |
Примечания:
* - частота попеременно-совместной работы двух однополюсных каналов коммутатора
** - время работы каждого из двух однополюсных каналов коммутатора, выраженное в процентах от периода их попеременно-совместной работы
*** - время одновременной работы обоих однополюсных каналов коммутатора при переходе с одного канала на другой, выраженное в процентах от периода коммутации тока.
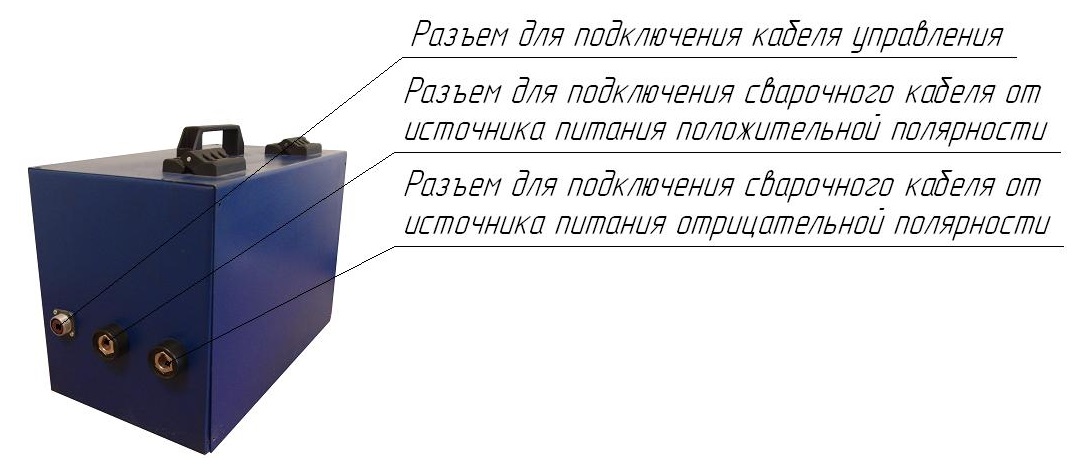
Коммутатор включается в сварочную цепь между источником питания и сварочной дугой (изделием). Коммутатор имеет два входных байонетных разъёма (см. рисунок 2). Эти разъёмы соединяются с выходными разъёмами стандартного сварочного источника питания при помощи сварочных кабелей длиной не более 1 м. На выходной панели коммутатора имеются четыре выходных байонетных разъёма (см. рисунок 3). При сварке используются только три разъёма – два центральных и верхний или нижний разъёмы. Верхний разъём используется при сварке на обратной полярности, а нижний при сварке на прямой полярности. Два коммутируемых разъёма подключаются к свариваемому изделию с помощью скользящего двухканального токоподвода, совмещённого со сварочной горелкой. Третий, не коммутируемый разъём, подключается к сварочной горелке.

Использование коммутатора позволяет на практике реализовать процесс сварки с управляемым тепловложением, используя при этом в качестве источника питания любой стандартный сварочный выпрямитель.
Управление коммутатором происходит с
панели управления. В качестве панели управления используется программируемая
панель оператора типа DOP.
Панель оператора позволяет:
- выбирать режим сварки;
- включать и выключать процесс сварки;
- задавать значения тока сварки на каждый из каналов;
- производить настройку частотного режима;
- сохранять и загружать программы сварки;
- получить отчет о неисправностях системы.

