Назначение установки:
Установка для автоматизированной сварки
поворотных секций труб с деталями (в
дальнейшем – установка) предназначена для дуговой сварки в среде защитных газов
трубы (или секций труб) с различными деталями трубопроводов.
Установка позволяет последовательно реализовать два процесса
сварки (при работе в автоматическом режиме):
1) Корневой
слой шва сваривается автоматической аргонодуговой сваркой неплавящимся
электродом с подачей присадочной проволоки (возможна сварка без подачи
проволоки)
2) Все
заполняющие слои, и облицовочный слой шва выполняются автоматической
аргонодуговой сваркой плавящимся электродом.
В ручном режиме работы установки
последовательность применения двух указанных способов сварки может быть любой.
Установка предназначена для сварки трубных
элементов диаметром от 40 до 159
мм, при длине трубы (или трубной секции) не менее 1,5 метров и не более 8 метров, при общей массе
свариваемых деталей до 1 тонны.
Установка позволяет выполнять
сварку поворотных стыковых сварных соединений в нижнем пространственном
положении.
Комплектность установки:
|
Наименование
|
Количество, шт.
|
|
Источник
питания СМТ-2 (на базе «Форсаж-302»)
|
1
|
|
Колонна
сварочная (КС-30)
|
1
|
|
Стол
опорный с направляющими для неприводной опоры вращателя и скользящим
токоподводом
|
1
|
|
Вращатель
роликовый (приводная секция)
|
1
|
|
Вращатель
роликовый (неприводная секция)
|
1
|
|
Сварочная
головка TIG-MIG
|
1
|
|
Панель
управления на базе операторской панели DOP-B07S201
|
1
|
|
Механизм
подачи присадочной проволоки для ААД
|
1
|
|
Механизм
подачи электродной проволоки для МАДП
|
1
|
|
Руководство
по эксплуатации установки
|
1
|
|
Руководство
по эксплуатации аппарата сварочного постоянного тока Форсаж-302
|
1
|
Основные технические характеристики элементов сварочной установки
Характеристики
сварочной колонны в составе установки:
Количество осей движения ................................................................................................ 2
Рабочий ход консоли в
горизонтальной плоскости, мм, не менее.......................................... 600
Рабочий ход каретки с
консолью в вертикальной плоскости, мм .......................................... 250
Максимальная скорость
перемещения консоли в горизонтальной
плоскости, см/мин ......................................................................................................... 200
Пределы регулирования
скорости перемещения консоли в
горизонтальной плоскости, % от максимальной
скорости .............................................. 0 – 100
Максимальная скорость
перемещения каретки с консолью в
вертикальной плоскости, см/мин ...................................................................................... 50
Пределы регулирования
скорости перемещения каретки с консолью в
вертикальной плоскости, % от
максимальной скорости ................................................ 0 – 100
Скорость колебаний
сварочной головки, угл. град./сек .................................................. 0 – 10
Амплитуда колебаний
сварочной головки, угл. град. ...................................................... 0 – 20
Точность линейных перемещений,
мм ............................................................................ ± 0,5
Грузоподъёмность консоли
при максимальном вылете, кг, не более ...................................... 30
Напряжение питания
аппаратуры управления и приводов установки, В ................................ 24
Габаритные размеры колонны
(длина×ширина×высота), мм, не более ................ 1500×900×1900
Масса колонны (без
технологических принадлежностей), кг, не более ................................
100
Характеристики
роликового вращателя в составе установки:
Крутящий момент на оси приводных
роликов, кг·см, не менее ........................................... 100
Максимальная нагрузка на
каждую секцию, кг ................................................................ 500
Рабочая нормальная
нагрузка на каждую секцию, кг, не более ......................................... 350
Марка приводного двигателя
ведущего ролика .................................................... АИР 71В4.У3
Марка червячного редуктора
........................................................... NMRV 075-50-28-0.75-B3
Напряжение питания приводного
двигателя вращателя, В ............................................ 380±10
Марка высокочастотного
регулятора для
приводного двигателя
.......................................................................... Hyundai N700E-007HF
Напряжение питающей сети
высокочастотного регулятора, В ...................................... 380±10
Частота питающей сети,
Гц ........................................................................................... 50
Пределы регулирования
скорости вращения, об/мин ................................................... 0,1 – 3
Диаметр роликов вращателя,
мм ................................................................................... 250
Масса приводной секции,
кг, не более ............................................................................ 20
Масса не приводной секции,
кг, не более ........................................................................ 10
Габаритные размеры
приводной секции
(длина×ширина×высота), мм,
не более ............................................................ 640×430×430
Габаритные размеры не
приводной секции
(длина×ширина×высота), мм, не более ............................................................ 640×280×210
Управление установкой
Управление работой установки происходит с
программируемой сенсорной панели управления. В качестве панели управления
используется программируемая панель оператора типа DOP, модели DOP-B07S201. Управляющая программа предоставляет оператору
возможность настройки работы установки для автоматизированной сварки используя четыре
основных окна настройки.
Внешний вид окон приведён ниже:
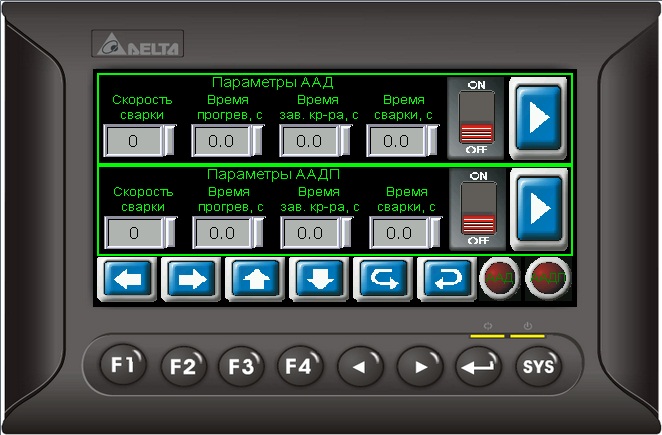
| Главное меню панели
управления |
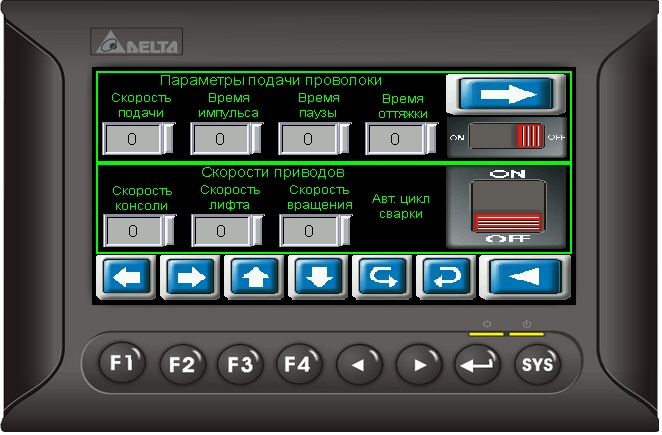
| Меню «Управление подающим механизмом
и приводами» панели управления установкой |

| Меню «Настройка силы
сварочного тока источника питания» панели управления установкой |

| Меню «Управление механизмом
поперечных колебаний и программами работы установки» панели управления установкой |

| Меню «Управление механизмом
подачи электродной проволоки и настройка напряжения источника питания» панели
управления установкой |
Управление работой установки производится в автоматическом режиме по управляющей программе. Управляющая программа достаточно просто создаётся силами оператора или технолога на конкретный типоразмер свариваемого стыка. Панель управления имеет память позволяющую записывать и сохранять до 100 управляющих программ, каждая из которых будет рассчитана на 10 слоёв шва.
Работа установки по управляющей программе происходит в автоматическом режиме. Система управления позволяет выполнить все слои шва в автоматическом режиме без участия человека. Функции оператора сводятся к установке сварочной горелки в точку начала сварки и контролю положения сварочной горелки в разделке в процессе сварки. При необходимости оператор может скорректировать положение горелки в разделке непосредственно в процессе сварки не прерывая автоматическое выполнение программы сварки.







