| | ИСТОЧНИК ПИТАНИЯ ПОСТОЯННОГО ТОКА СВАРОЧНЫЙ ИНВЕРТОРНЫЙ СЕРИИ СМТ-2
Источник питания серии СМТ-2 является универсальным сварочным аппаратом, предназначенным как для автономной работы при ручных способах сварки, так и для работы в составе автоматических сварочных комплексов, и может быть использован для трёх разновидностей сварочных процессов - аргонодуговая сварка неплавящимся вольфрамовым электродом (РАД или ААД);
- механизированная или автоматическая сварка плавящимся электродом в среде защитного газа (МП, МАДП, ААДП или АПГ)
- ручная дуговая сварка плавящимся покрытым электродом (РД).
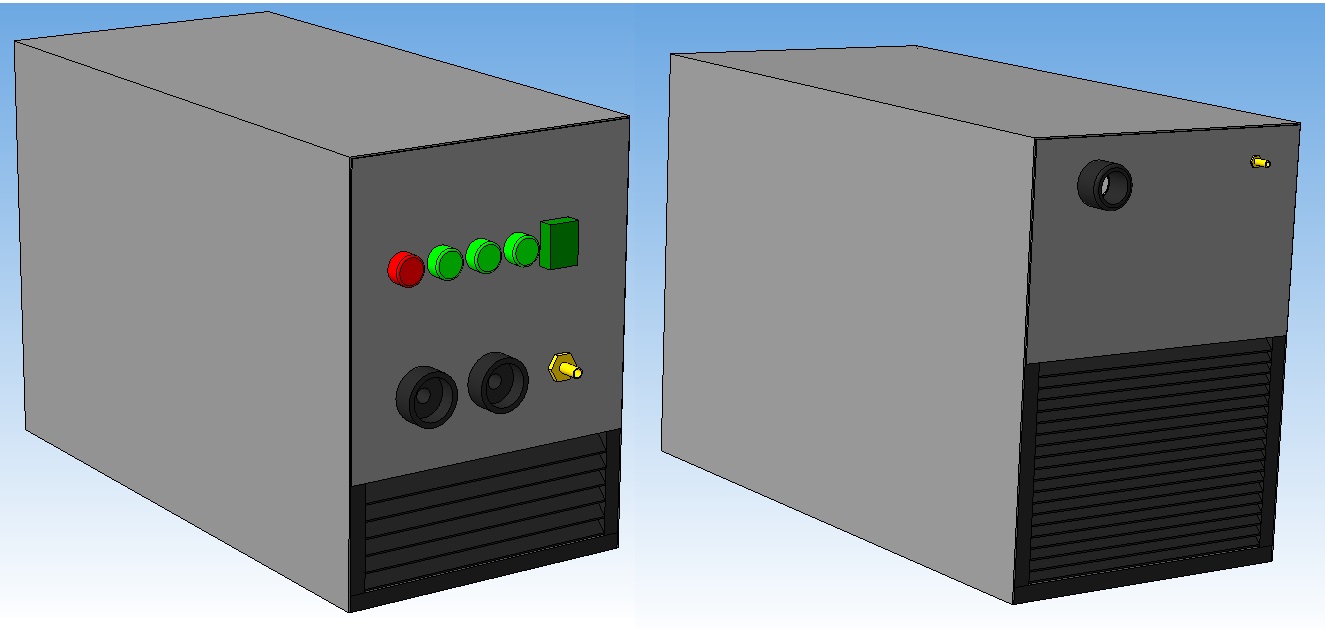
Внешний вид источника питания СМТ-2 показан на рисунке 1.
Рисунок 1 – Внешний вид корпуса сварочного источника питания СМТ-2 а – спереди; б – сзади
Технические характеристики источника питания серии СМТ-2
|
№
п/п
|
Наименование
параметров
|
Значение
параметра
|
|
1.
|
Ток,
потребляемый от сети, А, не более
|
32
|
|
2.
|
Коэффициент
полезного действия, %, не менее
|
0,9
|
|
3.
Параметры в режиме GTAW (TIG)
|
|
3.1
|
Номинальный
сварочный ток, А
|
300
(±5%, не более)
|
|
3.2
|
Напряжение
питающей сети, В
|
380
(+10%; -15%)
|
|
3.3
|
Частота
питающей сети, Гц
|
50
(+15; -5)
|
|
3.4
|
Сварочный
ток, А:
|
|
|
|
при
ПН, 60 %
|
300
|
|
|
при
ПН, 100 %, не менее
|
200
|
|
3.5
|
Пределы
регулирования сварочного тока, А
|
10-300
(±5%, не более)
|
|
3.6
|
Номинальное
рабочее напряжение, В, не более
|
32
|
|
3.7
|
Минимальное
рабочее напряжение, В, не более
|
22
|
|
3.8
|
Напряжение
холостого хода, В, не более
|
100
|
|
3.9
|
Вид
внешней статической характеристики
|
Падающая
|
|
3.10
|
Режимы
работы
|
DC+
|
|
4.
Параметры в режиме MIG/MAG
|
|
4.1
|
Номинальный
сварочный ток, А
|
300
(±5%, не более)
|
|
4.2
|
Напряжение
питающей сети, В
|
380
(+10%; -15%)
|
|
4.3
|
Частота
питающей сети, Гц
|
50
(+15; -5)
|
|
4.4
|
Сварочный
ток, А:
|
|
|
|
при
ПН, 60 %
|
300
|
|
|
при
ПН, 100 %, не менее
|
250
|
|
4.5
|
Пределы
регулирования сварочного тока, А
|
30-300
(±5%, не более)
|
|
4.6
|
Пределы
регулирования выходного напряжения, В
|
10-32
(±2%, не более)
|
|
4.7
|
Напряжение
холостого хода, В, не более
|
100
|
|
4.8
|
Вид
внешней статической характеристики
|
Жёсткая
|
|
4.9
|
Коэффициент
наклона рабочего участка статической характеристики
|
От
+0,04 до -0,07
|
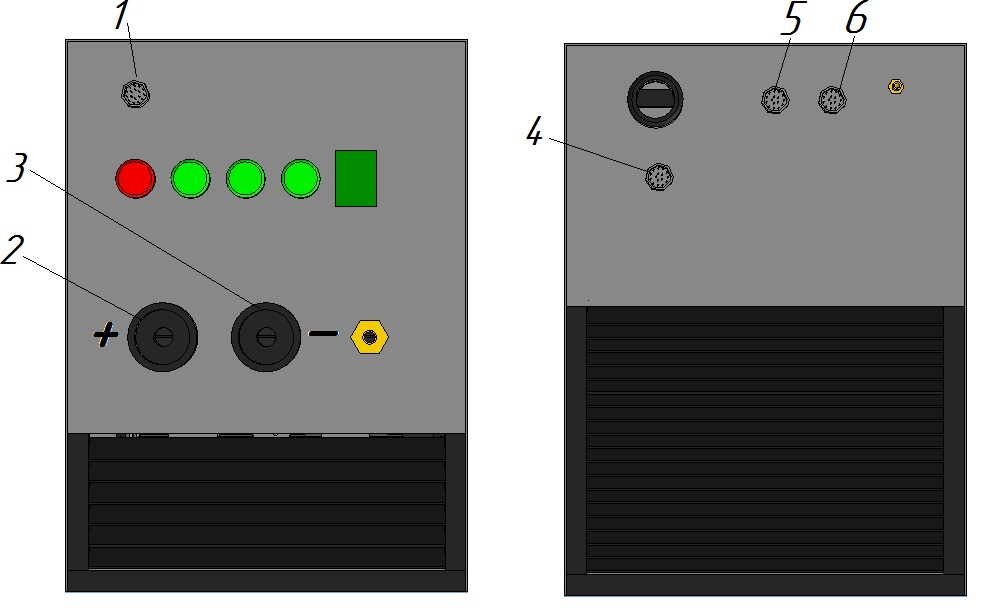
Внешний
вид лицевой и задней панели источника питания СМТ-2 показан на рисунке 2.
Рисунок 2 – Внешний вид лицевой (а) и задней (б) панели источника питания СМТ-2: 1
– коммуникационный разъём №1; 2 – силовой байонетный разъём положительного
полюса; 3 – силовой байонетный разъём отрицательного полюса; 4 – коммуникационный
разъём №4; 5 – коммуникационный разъём №5; 6 – коммуникационный разъём №6
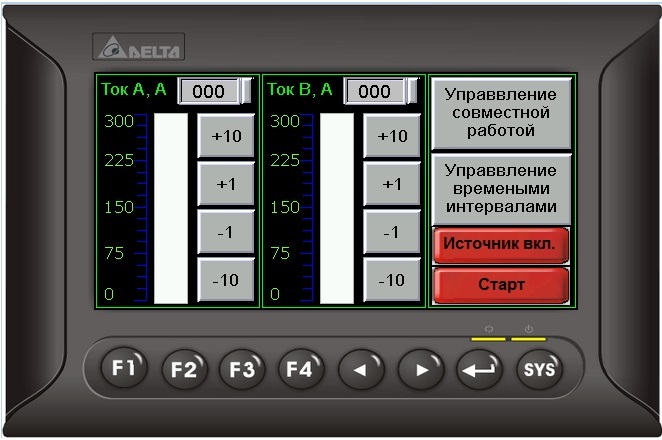
Отличительной особенностью источников питания серии СМТ, является то, что управление источниками питания данной серии происходит с компьютеризированной панели управления, в качестве которой используется программируемая сенсорная панель оператора марки DOP-B07S201 (см. рисунок ниже).
Рисунок 3 – Вид главного меню панели управления
Установка имеет полностью компьютеризированное управление со встроенной в установку операторской панели с сенсорным экраном. Все настройки режима сварки в панели оператора разделены на несколько отдельных экранов, что не загромождает управляющий экран, и делает удобным работы по настройке режимов сварки на установке. Управляющая программа предоставляет оператору возможность настройки работы источника питания используя пять основных окон настройки (см. рисунок ниже).
В отличие от модели СМТ-1, источник питания серии СМТ-2 выпускается только в одном конструктивном исполнении - с применением устройства дистанционного управления параметрами работы источника питания, т.е. панель управления источником вынесена за пределы корпуса с целью более удобного встраивания источника в состав автоматизированных комплексов. | |